


![1[2016-05-13 15:28:03]](/Upload/banner/162141194199.jpg "1[2016-05-13 15:28:03]")
![1[2021-02-04 09:58:27]](/Upload/banner/162141194132.jpg "1[2021-02-04 09:58:27]")
![3[2021-02-04 09:58:36]](/Upload/162141194122.jpg "3[2021-02-04 09:58:36]")
联系我们

东莞凌纳机械有限公司
13798852850
0769-23039903
sales@linearmach.com
+86-0769-2228 3280
东莞市万江街道坝头坝新横一路1号2栋3楼

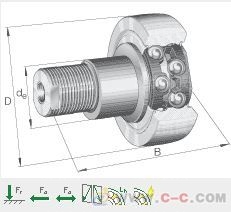
产品名称:罗兰印刷机轴承 F-28866 罗兰串墨胶棍 德国现货供应
产品参数
- 产品型号:F-28866
- 产品类型:开牙球轴承
- 应用行业:自动化机械、电子、印刷机械、精密测试仪、食品机械、喷涂设备、数控机床、纺织、包装机械



详细描述
分享到:
罗兰印刷机轴承 F-28866 罗兰串墨胶棍 德国现货供应
凌纳公司储备大量现货库存,品种齐全,从而保证质优价廉、供货及时。公司拥有年轻化、专业化、精通轴承产品的销售团队,先进的计算机管理系统,完善的售后服务体系,市场化的运作,严谨的公司管理制度,并与香港、台湾、新加坡、欧洲等地众多的厂商建立了良好的合作关系。充分保证了货源,使交期缩短,为您在价格、交期上提供有效的保障!我们本着“以最好的质量,最优的价格,最快的速度,最好的服务”宗旨为您提供专业的服务。
凌纳公司储备大量现货库存,品种齐全,从而保证质优价廉、供货及时。公司拥有年轻化、专业化、精通轴承产品的销售团队,先进的计算机管理系统,完善的售后服务体系,市场化的运作,严谨的公司管理制度,并与香港、台湾、新加坡、欧洲等地众多的厂商建立了良好的合作关系。充分保证了货源,使交期缩短,为您在价格、交期上提供有效的保障!我们本着“以最好的质量,最优的价格,最快的速度,最好的服务”宗旨为您提供专业的服务。
单色印刷机的调节?
单色机规范化操作与问题调节方式:
1.开机前的准备工作。
开机前首先应检查一下机器,尤其是在操作长时间未开的机器或接开别人的机器时,更应注意这一点。主要检查的地方是滚筒与滚筒中间的接合处、滚筒的缺口部位等,如果有杂物应及时清除。
水斗和墨斗辊也是检查的一个重点,一是检查中间是否有杂物,二是检查墨斗辊和墨斗刀片之间是否过紧,空转机器时需把墨斗打开。此外再检查一下一些重要部件(如递纸牙,收纸链条等)是否有松动现象。另外也不能忘记着油标,尤其是那些不带油压检测的设备,更应把住这一关。
输纸板上、墨路两边的墙板上、收纸部位的盖板上、脚踏板上等如有不安全的物品应及时清除。
经过上述检查后,用手盘车,如在一周内受力不均匀,则应详细检查有关部位,然后点动机器,如有异常则应停机检查。待这些工作做好后,则可开机运转。
2.开机运转。
开机之前应首先按铃,以便机器周围的人提取做好准备。如果人员比较多,铃声时间应长一些,为了确保安全,还应周围观察一下。
按运转开关之前,另一只手应放在紧急停镇开关上,如有异常,则应紧急停车(此判断通常是以机器的声音为依据)。通常上版、上橡皮布或清洗滚筒表面时都应先空转机器,其目的是使轴承、齿轮、凸轮、链轮等表面有足够的润滑油存在。
3.上水、上墨。
上水、上墨量依据具体印品而定,一般应使水量和墨量比实际需要略大一些(通过经验估计,也可通过近似计算给出所需要的量)。
上水时应注意不要把水倒在水箱或水斗的外面,以免水滴到机器上,造成机器部件表面生锈。上墨时应使墨尽量靠在墨斗刀片和墨斗辊之间的最下部,不宜弄得整个墨斗上到处都是。
上水、上墨一般都应在停车时进行。如果是开机时进行操作一定要注意安全。另外上墨时应将墨桶里的墨皮及杂质清除掉。
4.上版、上橡皮布。
橡皮布一般都应事先安装好。
橡皮布安装的是否合适,可通过手弹听其声音来判断。用手指上中部弹橡皮布,如果声音比较清脆,则表明橡皮布比较紧;声音沉闷,表明橡皮布比较松。左右都应仔细检查。
印版的安装应在合压状态下进行,这样可使印版紧靠在滚筒上。对干不带上版合压的设备,可放下靠版水辊。上版前应对印版进行详细检查,具体检查方法参前所述。
5.匀水、匀墨。
开动机器,使水、墨进入水、墨路,并打匀。如果墨量上的不足,可采用压墨斗的办法使其快速上墨。待水、墨全部打匀后,再把靠版水辊靠到印版上,使印版表面先上水,基本上匀后(通过表面反光可观察上水状况),再放下靠版墨辊。这时印版表面的理想状况应是看不见水的反光,同时也无糊版现象。如果有水的反光,表明水大,则应减小水量;如果有糊版,则表明水小,应加大水量。总之应使水、墨处于平衡状态。
6.对规矩线。
这时用的纸应是找规矩用的纸,通常的办法是在废印张里找一些白纸。注意过轮纸应和待印的白纸基本上一致(幅面、定量、类别),直到规矩对准为止。如果规矩不准,可通过拉版、借滚筒、借规矩等措施使规矩准确。
找规矩时有两点要注意:①版动时,纸不动,即将版向前拉,则图文在纸张上的位置向前移动(方向一致);②纸动时(规矩动),版不动,即纸张向前运动时,图文向纸张的后面移动(方向相反)。
规矩的准确指的是图文与纸张的前口及纸张的侧口(拉规边)平行,而且整个图文在纸张表面上都能印出来,左右基本上处于居中位置。
判断规矩线与前四是否平行有两种办法:一是将纸张对折,令其规矩线重合,看纸张前口的相差程度;二是将纸张的前口对齐,看规矩线的相关程度。初学者把纸张折好后,可用按钉将纸的两边口按在一起 判断图文与纸张的前口是否一致,可通过规矩线的相差程度来观察。通常做法是把一打纸以叼口边为基准闯起,然后将其向一侧捻开,目测其相差量。如果基本上看不出差别,则可认为合格;如有明显差别,则需详细分析原因(这种问题多半是由规矩调节不当造成的)。
判断侧规矩是否准确多半采用划线的办法。根据印张上图文距纸张边缘的位置,在印版上(拉规边),用划针划出两条线(相距1mm左,使这两条线在印张上刚好能印出来,其中造边上的第一条线正好印在纸张的边缘上。如果这条互没有印上,则说明侧规没有拉到位,且通过第二条线大概能估计出误差的大小。如果不划线,也可采用点点的方法,但这种记号不易观察。要注意的是:划完线后应圈一下墨(即用墨涂在划线处,然后用油布将多余的墨擦去),正常印刷时应经常察看规矩线,如果规矩不准,将给后续工作带来极大困难。
7.套印精度分析。
套印精度是评价印品质量的一个最重要套印精度受到机器精度、原材料的性能、操作人员的技术等多种因素的影响,要达到理想的套印是不可能的。
通常以人们所能接受的套印精度为准,粗糙的活,套印度代一些;普通的活,套印精度中等;精美产品,套印精度高一些;证卷等产品,套印精度最高。找规矩时应首先保证版面的重点部位套准,同样兼顾次要部位,当然如都能套准是最好的。
8.找墨色。
墨色要均匀一致,调整墨色的常用办法是改变给墨量。规范化的做法是首先按照样张上的油墨分布调整墨斗和墨斗辊之间的间隙,使印张上的油墨和样张上的油墨分布规律基本一致,然后增大墨斗辊的转角,使墨层厚度达到规定的要求,当然通过两次调墨就满足要求,那是不可能的,通常还要在此基础上进行修修补补。
